
¿Por qué considerar el flujo turbulento?
El siguiente artículo puede ser utilizado por montadores de máquinas y operadores de máquinas de moldeo por inyección.
Descubra la gama de Papé de componentes para plastificación o para el moldeo por inyección.
Vea otros artículos de nuestra guía para preparadores y operadores de máquinas de moldeado por inyección. Tomado de nuestro catálogo de moldeadores
Descubra nuestra gama completa de accesorios de moldeo Smartflow para el moldeador por inyección.
¿Por qué considerar el flujo turbulento?
Desde una perspectiva técnica, hay mucho que saber; los moldeadores deben estar versados en la ciencia de los materiales y en el funcionamiento de una prensa de moldeado.
Deben saber sobre hidráulica y controles eléctricos e incluso deberían ser al menos expertos en herramientas de “árbol de sombra”, familiarizados con aceros, tratamiento térmico, canales y compuertas, y enfriamiento del molde.
De estas facetas del moldeado, se podría argumentar que el enfriamiento del molde es una de las más importantes.
Una ligera diferencia en las condiciones de enfriamiento puede sumar o restar segundos al ciclo de moldeado, lo que marca la diferencia entre un trabajo de moldeado rentable y uno perdedor.
Las dimensiones críticas, el acabado de la superficie y la deformación de las piezas se ven afectados por las condiciones de enfriamiento.
Es irónico, entonces, que el enfriamiento del molde sea el hijastro desatendido en muchos talleres de moldeo.
Tenemos todo tipo de tecnología "genial" para monitorear y controlar casi todo, excepto el enfriamiento del molde.
Como ocurre con la mayoría de las cosas, hay más que saber sobre los puntos más finos del enfriamiento del molde y la transferencia de calor de lo que la mayoría de nosotros queremos aprender. De hecho, probablemente podría escribir una buena disertación de doctorado sobre el enfriamiento del molde si quisiera. Pero no vamos a considerar esas complejidades aquí.
Aunque la mayoría de los moldeadores tienen una idea de qué temperatura del molde necesitan, a menudo no tienen idea de cuántos litros de agua por minuto necesitan a través de un circuito de enfriamiento o qué tamaño de manguera y accesorios usar.
Estas son algunas de las cosas simples y de sentido común que debe saber sobre este tema; los productos útiles y bien concebidos pueden brindarle mejor información y control sobre las temperaturas del molde.
¿Qué es el flujo turbulento?
Comencemos con algunos conceptos básicos de ingeniería.
La mayoría de ustedes ha oído algo sobre el flujo turbulento y que es bueno para enfriar. Pero, ¿qué es exactamente el flujo turbulento? ¿Cómo ayuda? ¿Qué caudales se necesitan para lograr un flujo turbulento?
A medida que la velocidad del flujo aumenta hasta una velocidad crítica en los canales de enfriamiento, el flujo comienza a girar y mezclarse vigorosamente.
Esta condición se conoce como flujo turbulento.
La turbulencia aumenta la transferencia de calor en virtud de la mezcla y el flujo más rápido en los límites del refrigerante y el acero.
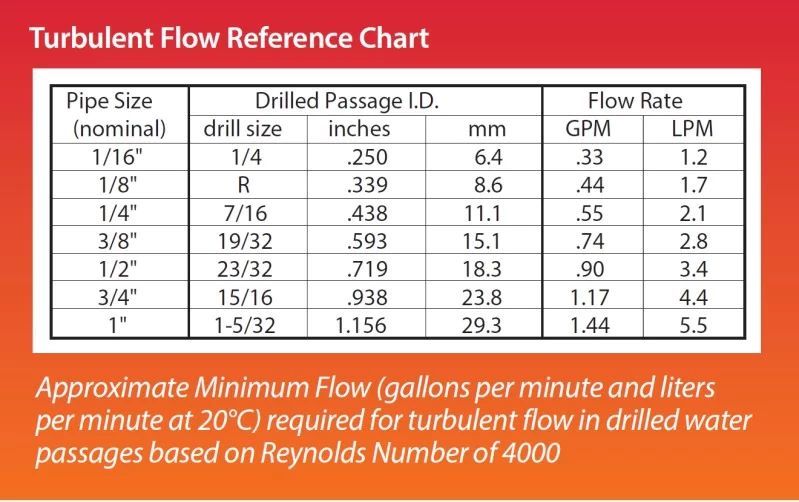
El flujo turbulento se puede predecir con un cálculo simple para determinar un número de Reynolds.
Número de Reynolds = (velocidad x diámetro) / viscosidad
Según el “Manual estándar para ingenieros mecánicos” de Baumeister & Marks, “por encima de un número de Reynolds de 4000, el flujo es generalmente turbulento”.
Esto simplemente dice que cuanto más grande sea la tubería y mayor sea la viscosidad cinemática, más flujo se necesita para la turbulencia.
La viscosidad cinemática es la unidad inglesa de viscosidad (ft²/seg).
Utilizando esta expresión, Burger & Brown Engineering (Smartflow) desarrolló el siguiente cuadro de referencia de flujo turbulento
La variable de viscosidad
Es importante darse cuenta de que la viscosidad cinemática del refrigerante aumenta significativamente a medida que disminuye la temperatura.
Agregue un poco de anticongelante y el aumento de viscosidad se vuelve dramático.
Considere este ejemplo. Para un paso de flujo de ½” de diámetro en un molde con agua a 15 °C, se necesitan aproximadamente 2,3 LPM para obtener un flujo turbulento. Pero, ¿qué sucede si está utilizando un refrigerante de 30 % de etilenglicol en agua a 5 °C? Ahora necesita un caudal de alrededor de 2,4 veces mayor o aproximadamente 5,5 LPM para obtener un flujo turbulento en un solo circuito de enfriamiento.
Ahora, imagine que tiene una docena de conexiones de enfriamiento en un molde promedio y que su planta tiene 24 máquinas de moldeo. Puede comenzar a ver las implicaciones.
¿Sabiduría convencional?
Es fácil suponer que cuanto más frío, mejor para el fluido de enfriamiento del molde.
Pero para hacer funcionar el refrigerante a 7 °C o menos, debe agregar glicol al agua para evitar que se congele el serpentín del evaporador en el enfriador. Esto significa que necesitará más del doble del caudal para obtener condiciones turbulentas.
Si se toma en cuenta toda la planta, esto puede afectar la capacidad de bombeo de refrigerante disponible. Si la capacidad de bombeo es limitada, ¿es mejor utilizar un 100 % de agua a una temperatura más alta, lo que requiere menos de la mitad del caudal para lograr condiciones turbulentas?
Consideraciones clave
Utilice solo un caudal para lograr un flujo turbulento; se desperdicia más agua y energía.
Si debe utilizar anticongelante/glicol, utilice la mezcla más eficiente posible para aumentar su capacidad de enfriamiento.