
¿Enfriar más el refrigerante es realmente la respuesta?
El siguiente artículo puede ser utilizado por montadores de máquinas y operadores de máquinas de moldeo por inyección.
Descubra la gama de Papé de componentes para plastificación o para el moldeo por inyección.
Vea otros artículos de nuestra guía para preparadores y operadores de máquinas de moldeado por inyección. Tomado de nuestro catálogo de moldeadores
Descubra nuestra gama completa de accesorios de moldeo Smartflow para el moldeador por inyección.
El "poder de enfriamiento" es la temperatura del molde.
Se podría suponer que el refrigerante más frío es automáticamente mejor. A continuación, se indican algunas razones que podrían no ser ciertas:
Una temperatura más baja da como resultado una mayor viscosidad del refrigerante, ya sea agua o una solución de glicol y agua. A una temperatura de 40 °F, una solución de glicol al 10 % requiere alrededor de un 20 % más de flujo para lograr la misma capacidad de enfriamiento que el agua sola.
Aumentar la concentración de anticongelante al 20 % requiere aproximadamente el doble de flujo.
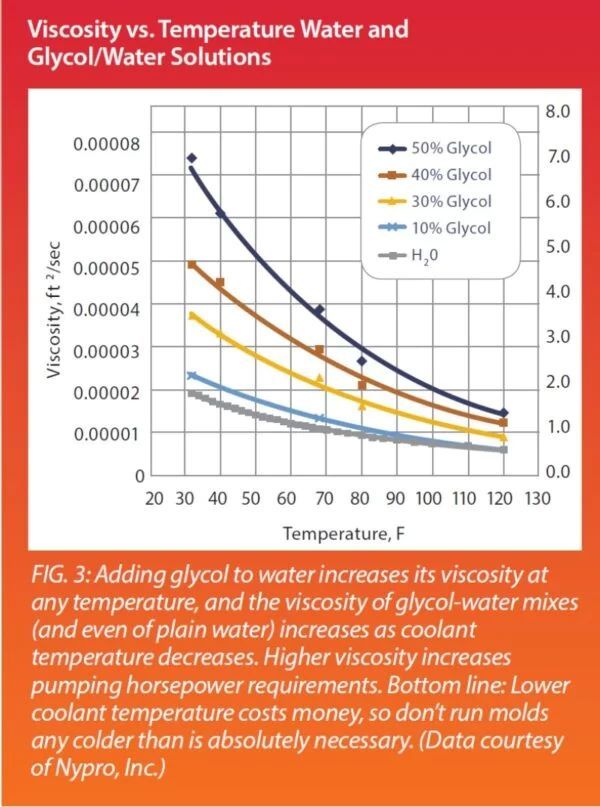
La figura 3 ilustra los efectos de varias concentraciones de glicol y una temperatura reducida del refrigerante sobre la viscosidad.
Un mayor caudal utiliza más capacidad de bombeo y provoca mayores pérdidas de presión en todo el sistema de tuberías y los moldes.
Los requisitos de potencia de bombeo aumentan por el cuadrado de la pérdida de presión inducida por el caudal.
A menos que una pieza sea muy fina, la velocidad de enfriamiento puede estar limitada por el espesor de la pieza y no por la temperatura del molde.
En tal caso, las bajas temperaturas del refrigerante y del molde proporcionarían poco o ningún beneficio.
Tal vez se pueda hacer funcionar un molde a una temperatura más alta sin un efecto adverso en el ciclo.
Esta estrategia puede generar ahorros en capacidad de bombeo, costo de energía y posiblemente una bonificación en la calidad de la pieza.
No tenga miedo de experimentar con los parámetros de enfriamiento.
Las guías de procesamiento de resina generalmente sugieren un rango bastante amplio de temperaturas de molde permitidas.
Utilice anticongelante y temperaturas muy bajas solo en aplicaciones de moldeo especializadas y cuando sea absolutamente necesario.
Diga sí a la turbulencia, pero no al exceso.